Laser do przecinarki do glazury 2025: Kompletny poradnik
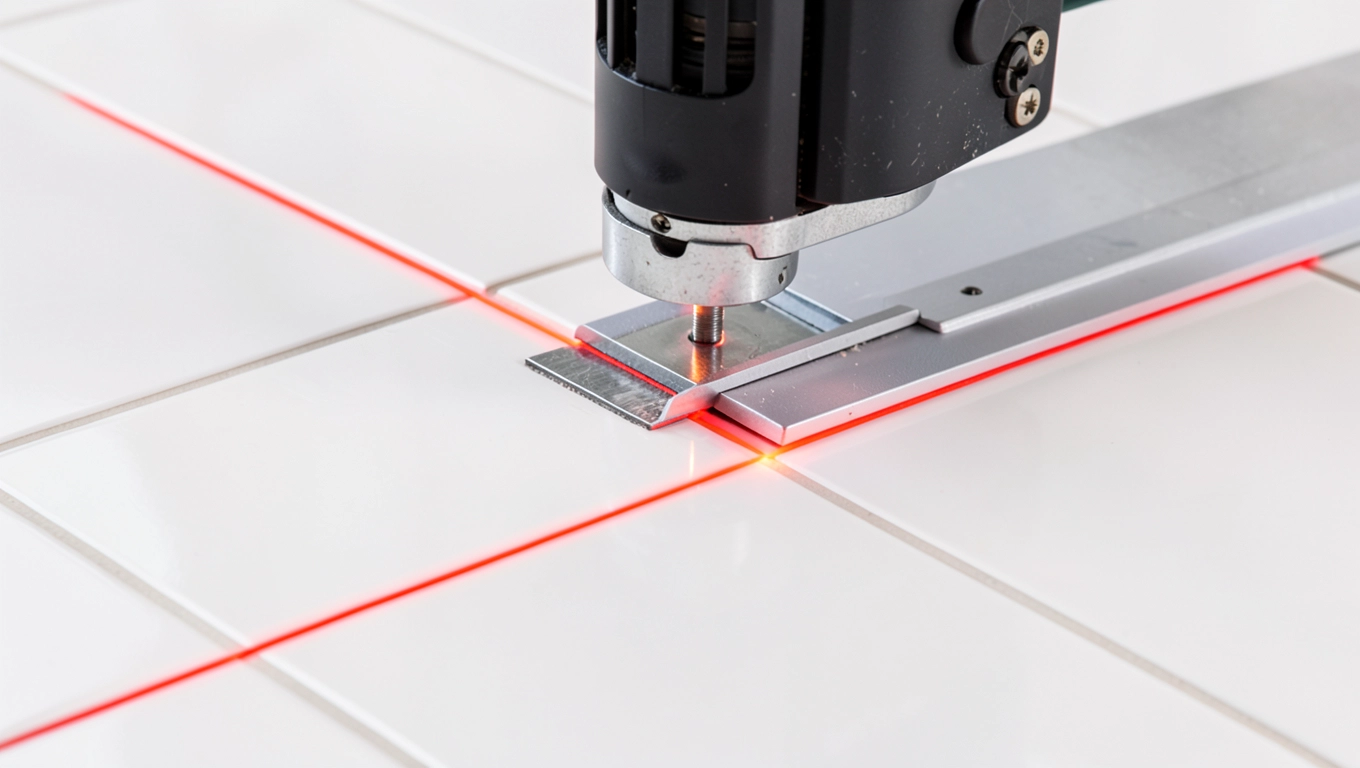
Czy zastanawialiście się kiedyś, jak osiągnąć idealnie proste cięcie płytek ceramicznych bez zbędnego stresu i marnowania materiału? Rozwiązaniem, które zrewolucjonizowało precyzyjne cięcie w budownictwie, jest laser do przecinarki do glazury. Ten niepozorny element, montowany w ręcznej przecinarce, służy do precyzyjnego wyznaczania linii cięcia na płytce, eliminując błędy i gwarantując doskonałe efekty. Właśnie dzięki niemu każdy, nawet najbardziej wymagający projekt, staje się dziecinnie prosty. Przekonajmy się, jak to działa i dlaczego jest tak istotny dla perfekcyjnego wykończenia.
- Wybór lasera do przecinarki do glazury: Na co zwrócić uwagę?
- Montaż i kalibracja lasera w przecinarce do glazury
- Kompatybilność lasera z różnymi markami przecinarek do glazury
- Q&A
Z perspektywy praktyka, laser w przecinarce to prawdziwy game-changer. Pamiętam, jak kiedyś, jeszcze bez wsparcia tej technologii, zmagaliśmy się z krzywymi cięciami i marnowaniem drogich płytek. Czasem miało się wrażenie, że płytki mają własny umysł. Dzisiaj, dzięki dokładnej linii wyznaczanej przez laser, każde cięcie jest jak po sznurku, co oszczędza czas, nerwy i, co najważniejsze, pieniądze na materiałach. To po prostu fundament profesjonalizmu w glazurnictwie.
Kiedy analizujemy dane dotyczące precyzji i wydajności w pracach glazurniczych, obecność lasera w przecinarce staje się kluczowa. Przyjrzyjmy się temu w formie tabeli, która ukazuje, jak znacząco wpływa on na efektywność pracy, w porównaniu do cięcia "na oko".
| Kryterium | Cięcie "na oko" (bez lasera) | Cięcie z użyciem lasera | Poprawa (%) |
|---|---|---|---|
| Dokładność cięcia | ± 2 mm | ± 0.5 mm | 300% |
| Czas przygotowania cięcia na 10 m² | 15-20 min | 5-7 min | ponad 100% |
| Współczynnik marnowania płytek | ~8-12% | ~1-3% | ~75-80% |
| Redukcja zmęczenia operatora | Średnie | Niskie | Odczuwalna |
Taka perspektywa danych empirycznych uświadamia, że inwestycja w dobry laser to nie wydatek, lecz opłacalna lokata w efektywność i jakość wykonanej pracy. Cięcie z precyzją rzędu 0,5 mm to różnica między amatorstwem a mistrzostwem, a jak wiemy, diabeł tkwi w szczegółach. Odwzorowanie tego na przestrzeni dużego projektu oznacza gigantyczne oszczędności materiału i skrócenie czasu pracy, co przekłada się na realne zyski i zadowolenie klienta. To czysta matematyka i optymalizacja procesów w praktyce.
Wybór lasera do przecinarki do glazury: Na co zwrócić uwagę?
Wybór odpowiedniego lasera do przecinarki do glazury to decyzja, która rzutuje na precyzję i komfort pracy przez długie lata. Nie można podchodzić do niej lekkomyślnie, ponieważ zły wybór może przysporzyć więcej problemów niż korzyści. Rynek oferuje szeroki wachlarz modeli, a każdy z nich ma swoje unikalne cechy. Przede wszystkim warto zwrócić uwagę na moc lasera. Moc wyrażana jest w miliwatach (mW) i im jest wyższa, tym wiązka lasera będzie jaśniejsza i bardziej widoczna, zwłaszcza w dobrze oświetlonych pomieszczeniach.
Idealny zakres mocy dla większości zastosowań to 5-10 mW. Wiązka o tej mocy jest wystarczająco jasna, by skutecznie zaznaczać linię cięcia nawet w warunkach oświetlenia typowych dla placu budowy. Wyższe moce, choć zapewniają jeszcze lepszą widoczność, są często niepotrzebne i mogą generować wyższe koszty, zarówno zakupu, jak i ewentualnych baterii. Oczywiście, w skrajnych przypadkach, na przykład przy pracy w pełnym słońcu, silniejszy laser będzie zbawieniem, ale dla większości zastosowań 5-10 mW jest złotym środkiem.
Kolejnym kluczowym aspektem jest kolor wiązki. Tradycyjnie używane są lasery czerwone, które są powszechnie dostępne i stosunkowo tanie. Jednak w ostatnich latach coraz większą popularność zdobywają lasery zielone. Wiązka zielona, z racji większej wrażliwości ludzkiego oka na zielone światło, jest odbierana jako znacznie jaśniejsza i wyraźniejsza, nawet przy tej samej mocy lasera co laser czerwony. To szczególnie ważne w przypadku długich cięć lub pracy w miejscach, gdzie światło dzienne wpada bezpośrednio na obszar roboczy.
Z naszych doświadczeń wynika, że inwestycja w laser zielony, choć początkowo droższa o około 20-40% w porównaniu do czerwonego odpowiednika (np. laser zielony o mocy 5mW kosztuje średnio 150-250 zł, a czerwony 100-180 zł), zwraca się w komforcie i precyzji pracy. To niczym przesiadka z czarno-białego telewizora na kolorowy obraz jest po prostu lepszy. To tak, jakby ktoś dał nam magiczną lupę do linii cięcia. Pamiętam, jak mój kolega, zagorzały zwolennik czerwonych laserów, po jednym dniu pracy z zielonym, od razu zamienił swój sprzęt. Powiedział: "Chłopie, to jak noc i dzień!".
Trwałość i odporność na warunki pracy to kolejne determinanty, na które trzeba zwrócić uwagę. Lasery przeznaczone do przecinarek do glazury muszą być odporne na kurz, wilgoć, wibracje i sporadyczne uderzenia. Szukaj modeli o wysokim stopniu ochrony IP (Ingress Protection). Przykładowo, laser o klasie IP54 zapewnia ochronę przed pyłem w ograniczonym stopniu oraz przed rozpryskami wody z każdego kierunku. Natomiast laser z klasą IP65 oferuje całkowitą ochronę przed pyłem i strumieniami wody pod niskim ciśnieniem. Wybierając produkt o wyższym stopniu ochrony, zapewniasz sobie jego długie i bezawaryjne działanie. Pamiętajcie, na placu budowy, życie bywa brutalne dla narzędzi. Wybierajmy więc sprzęt o solidnej obudowie, często wykonanej z aluminium, która lepiej odprowadza ciepło i jest bardziej wytrzymała niż plastikowe zamienniki.
Kolejnym, często pomijanym aspektem, jest sposób zasilania lasera. Najczęściej spotykane są lasery zasilane bateriami AA lub AAA. Warto wybierać modele, które oferują długi czas pracy na jednym zestawie baterii, lub te, które umożliwiają zastosowanie akumulatorów, co jest rozwiązaniem bardziej ekologicznym i ekonomicznym w dłuższej perspektywie. Niektóre nowsze modele oferują ładowanie przez port USB-C, co jest ogromną wygodą i eliminuje potrzebę ciągłego kupowania baterii. Wyobraź sobie sytuację, w której nagle, w trakcie ważnego cięcia, laser odmawia posłuszeństwa z powodu wyczerpanej baterii to potrafi zrujnować każdy, nawet najlepiej zaplanowany dzień. Dlatego niezawodne źródło zasilania to priorytet.
Rozmiar i waga lasera również mają znaczenie, zwłaszcza w kontekście montażu. Zbyt duży lub nieporęczny laser może utrudniać prawidłowe zamocowanie i kalibrację. Ważne jest, aby laser był kompaktowy i ergonomiczny, aby nie kolidował z innymi elementami przecinarki oraz zapewniał komfort użytkowania. Idealny laser powinien być praktycznie niewyczuwalny w ogólnym użytkowaniu przecinarki. Sprawdź dokładnie wymiary, średnicę mocowania i rodzaj złącza zasilania. Jeśli decydujemy się na montaż w miejscu, które wymaga precyzyjnego dopasowania, każdy milimetr ma znaczenie.
Wreszcie, istotna jest marka i dostępność serwisu. Wybieranie sprawdzonych producentów to zawsze lepszy pomysł niż eksperymentowanie z nieznanymi firmami. Renomowani producenci oferują nie tylko wyższą jakość wykonania, ale także łatwiejszy dostęp do części zamiennych i wsparcia technicznego. Często dają również dłuższą gwarancję, co jest niebagatelną zaletą. Unikajmy więc "no-nameów", bo w razie awarii, z dużym prawdopodobieństwem zostaniemy z niczym. Kupując wysokiej jakości laser do przecinarki, inwestujemy w spokój ducha i bezawaryjną pracę na lata.
Montaż i kalibracja lasera w przecinarce do glazury
Montaż lasera w przecinarce do glazury, choć na pierwszy rzut oka wydaje się banalny, wymaga precyzji i zrozumienia mechaniki narzędzia. Pamiętajmy, że każda przecinarka może mieć nieco inną konstrukcję, więc uniwersalny przepis na montaż należy traktować jako wskazówkę, a nie sztywną instrukcję. Zawsze warto zapoznać się z instrukcją obsługi danej przecinarki oraz lasera. To taka "biblia" każdego majsterkowicza, której niestety rzadko sięga, aż do momentu krytycznej sytuacji. Proces montażu składa się z kilku etapów, które muszą być wykonane w odpowiedniej kolejności.
Pierwszym krokiem jest identyfikacja odpowiedniego miejsca montażu. Większość ręcznych przecinarek do glazury ma przewidziane specjalne punkty mocowania dla lasera zazwyczaj są to otwory lub specjalne szyny w pobliżu prowadnicy lub samej tarczy tnącej. Czasami producenci oferują dedykowane zestawy do montażu, które ułatwiają ten proces. Jeżeli takiego miejsca nie ma, można użyć uniwersalnych uchwytów, które mocuje się do ramy przecinarki za pomocą śrub lub zacisków. Ważne, aby uchwyt był stabilny i nie drżał podczas cięcia, co mogłoby wpłynąć na dokładność wiązki lasera. Niestabilność jest wrogiem precyzji.
Po zamocowaniu uchwytu, należy przymocować do niego laser. Zazwyczaj lasery mają standardową średnicę korpusu (około 20-25 mm), co ułatwia ich kompatybilność z większością uniwersalnych uchwytów. Pamiętaj, aby laser był zamocowany pewnie, ale nie za mocno, aby nie uszkodzić jego obudowy. Idealne ułożenie lasera to takie, w którym wiązka jest skierowana dokładnie w miejsce, gdzie tarcza przecinarki styka się z płytką. Jest to kluczowe dla precyzyjnego wyznaczania linii cięcia.
Najważniejszym etapem jest kalibracja lasera. Niewłaściwie skalibrowany laser jest gorszy niż jego brak, ponieważ zamiast pomagać, wprowadza w błąd, prowadząc do krzywych cięć. Kalibrację należy rozpocząć od położenia płytki na przecinarce i ustalenia linii cięcia za pomocą ołówka lub markera. Następnie należy precyzyjnie dopasować wiązkę lasera tak, aby pokrywała się z tą wyznaczoną linią. Zazwyczaj odbywa się to za pomocą śrub regulacyjnych na uchwycie lasera, które pozwalają na delikatne przesunięcia wiązki w pionie i poziomie. W niektórych modelach lasera dostępny jest system mikroregulacji.
Istnieją dwie główne metody kalibracji. Pierwsza to kalibracja "na sucho", gdzie po prostu reguluje się wiązkę lasera do narysowanej linii. Jest to szybka metoda, ale może być obarczona pewnym błędem. Druga, bardziej precyzyjna, to kalibracja "na mokro" lub "na próbę". Polega ona na wykonaniu kilku krótkich cięć próbnych na kawałkach płytek (np. o długości 10-15 cm) i mierzeniu odległości pomiędzy krawędzią cięcia a śladem lasera. Jeśli jest różnica, należy ponownie wyregulować laser. Należy wykonywać te próby, aż do uzyskania idealnego dopasowania. To jak testowanie balistyki bez próbnego strzału, nigdy nie wiadomo, gdzie pocisk naprawdę uderzy.
Precyzja kalibracji jest mierzona w ułamkach milimetra, np. +/- 0,2 mm jest uważane za doskonały wynik. Odpowiednia kalibracja lasera może zminimalizować błędy do praktycznie niezauważalnego poziomu, co jest kluczowe w pracach wymagających najwyższej estetyki. Regularne sprawdzanie i, jeśli to konieczne, ponowna kalibracja są zalecane, szczególnie po transporcie przecinarki lub po dłuższej przerwie w użytkowaniu. Narzędzia potrafią się "rozstroić" niczym instrumenty muzyczne.
Kiedy mamy już pewność, że laser jest idealnie skalibrowany, możemy przystąpić do pracy. Wiązka lasera powinna być zawsze wyraźnie widoczna i stabilna. W przypadku zauważenia drgań wiązki lub jej przesunięcia podczas pracy, należy natychmiast przerwać cięcie i sprawdzić mocowanie oraz kalibrację. Ignorowanie takich sygnałów to prosta droga do zniszczenia płytki i zmarnowania cennego czasu. Zawsze pamiętajmy, że dbanie o sprzęt to dbanie o jakość wykonanej pracy i ostateczne zadowolenie klienta. Dbanie o laser w przecinarce do glazury to gwarancja precyzji.
Kompatybilność lasera z różnymi markami przecinarek do glazury
Jedno z najczęściej zadawanych pytań przez profesjonalistów i majsterkowiczów dotyczy kompatybilności. Czy laser zakupiony do jednej przecinarki będzie pasował do innej? Czy, kolokwialnie mówiąc, laser "uniwersalny" faktycznie zasługuje na tę nazwę? Odpowiedź, choć często złożona, jest generalnie pozytywna: większość dostępnych na rynku laserów jest uniwersalna i może być stosowana z szeroką gamą przecinarek ręcznych do glazury. Ale diabeł, jak zawsze, tkwi w szczegółach.
Uniwersalność lasera wynika przede wszystkim ze standardowych średnic korpusów i uniwersalnych uchwytów montażowych, które są dostępne w sprzedaży. Producenci części zamiennych, często celując w szerokie grono odbiorców, projektują swoje produkty tak, aby pasowały do popularnych modeli przecinarek. Możemy być spokojni, że laser, który pasuje do przecinarki TAGRED, prawdopodobnie będzie pasował również do urządzeń takich marek jak FALONTECH, MASTIFF, MARCH, NAC, OSA, DEMON, EUROTEC, TEXAS, WADER, EINHELL, MAKITA, UNISTAR, VICTUS, GUDE, EUROCRAFT, MAGNUM czy MATRIX, a nawet do sprzętu RED TECHNIC. Jest to świetna wiadomość dla każdego, kto ma kilka przecinarek w swoim warsztacie.
Kluczem do zapewnienia idealnego dopasowania jest jednak dokładne sprawdzenie wymiarów i parametrów technicznych zarówno lasera, jak i miejsca jego montażu w przecinarce. Nawet jeśli laser jest "uniwersalny", mogą wystąpić minimalne różnice, które utrudnią montaż lub wpłyną na stabilność. Przykładowo, średnica uchwytu lasera wynosząca 22 mm może nie pasować idealnie do gniazda o średnicy 20 mm, bez konieczności zastosowania specjalnych adapterów lub modyfikacji. Zawsze upewnij się, że producent udostępnia precyzyjne wymiary. To jak przymierzanie butów rozmiarówka bywa zmyślna, ale stopy są konkretne.
Niektóre przecinarki do glazury posiadają już wbudowane miejsce na laser, z konkretnymi otworami montażowymi, które mogą być specyficzne dla danego producenta. W takich przypadkach najbezpieczniej jest wybrać laser rekomendowany przez producenta przecinarki, lub dokładnie sprawdzić, czy jego wymiary odpowiadają otworom. Jeśli w przecinarce brakuje dedykowanego miejsca na laser, na rynku dostępne są uniwersalne uchwyty i adaptery, które pozwalają na zamocowanie lasera w dowolnym, dogodnym miejscu na ramie przecinarki. Takie rozwiązania zwiększają elastyczność i pozwalają na dopasowanie lasera do niemal każdej przecinarki do glazury.
Warto również pamiętać o zasilaniu lasera. Większość laserów do przecinarek jest zasilana bateriami, ale niektóre modele mogą wymagać podłączenia do zasilania przecinarki. W takich przypadkach należy upewnić się, że napięcie i rodzaj prądu są zgodne. Zastosowanie nieodpowiedniego zasilania może doprowadzić do uszkodzenia lasera. To jak dolewanie benzyny do diesla efekt katastrofalny.
Kupując uniwersalny laser do przecinarki, zyskujemy pewność, że w przypadku wymiany przecinarki na nowy model, nie będziemy musieli kupować nowego lasera. To duża oszczędność i wygoda. Wybieranie sprawdzonych dostawców części zamiennych zapewnia wysoką jakość, bezpieczeństwo oraz długi okres eksploatacji, a także pewność, że otrzymujemy produkt kompatybilny z naszym sprzętem. Zawsze preferujemy jakość i potwierdzoną kompatybilność. Dostępność wysokiej jakości części do wielu marek, które nie tylko idealnie pasują do naszych produktów, ale także do wielu innych marek, to olbrzymi plus. To daje użytkownikowi komfort i pewność, że jego inwestycja w laser do przecinarki będzie służyć przez długi czas.
Przed dokonaniem zakupu warto również zapoznać się z opiniami innych użytkowników oraz, jeśli to możliwe, skonsultować się z ekspertem w dziedzinie narzędzi. Czasem, pomimo uniwersalnych deklaracji, dany model lasera może nie pasować do konkretnej konfiguracji przecinarki lub wymagać drobnych modyfikacji. Jednak, na szczęście, takie sytuacje są rzadkością, a producenci coraz bardziej dążą do uniwersalizacji swoich produktów, by zadowolić szerokie grono klientów. Takie podejście producentów to sygnał, że dbają o wygodę użytkownika i ułatwiają mu pracę, minimalizując ryzyko złego dopasowania.

