Spoina punktowa: co to i jak ją wykonać
Każdy, kto choć raz próbował utrzymać dwa kawałki blachy w idealnym ustawieniu, jednocześnie chwytając spawarkę i modląc się, żeby nic się nie przesunęło, rozumie, dlaczego spoina punktowa od dekad pozostaje jednym z najbardziej cenionych narzędzi w warsztacie. To nie jest skomplikowana technika i właśnie w tej prostocie tkwi jej siła, choć za tą pozorną banalnością kryje się zestaw zasad, których złamanie potrafi zrujnować całą robotę. Cienka granica między prawidłowo wykonaną spoiną tymczasową a słabym punktem, który pęknie przy pierwszym większym naprężeniu, jest znacznie węższa, niż większość ludzi sądzi.
- Procedura wykonania spoiny punktowej
- Zalety spoiny punktowej
- Wady spoiny punktowej
- Oznaczenia spoiny punktowej na rysunkach
- Zastosowania spoiny punktowej w konstrukcjach
- Pytania i odpowiedzi o spoinie punktowej
Procedura wykonania spoiny punktowej
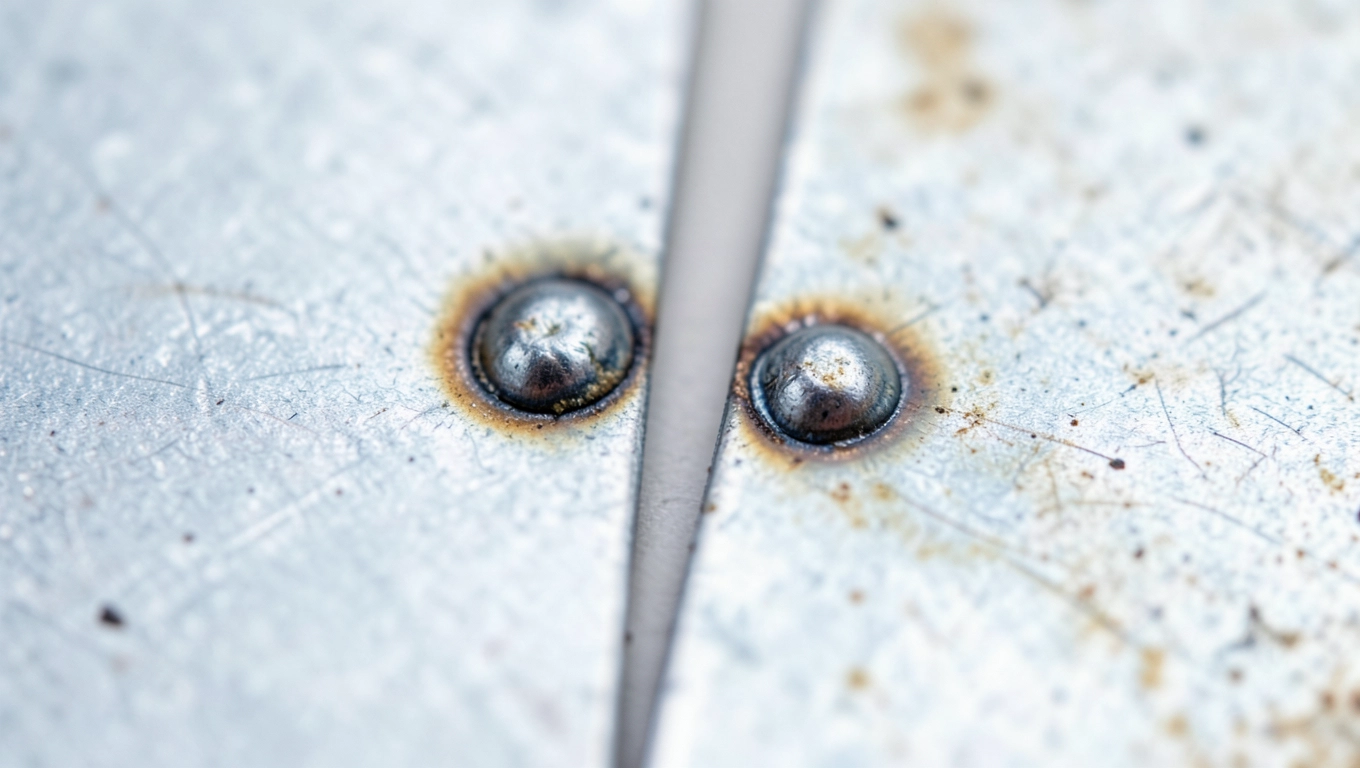
Spoina punktowa polega na miejscowym nadtopieniu metalu w ściśle określonym punkcie styku dwóch nakładających się elementów bez doprowadzania dodatkowego materiału wypełniającego. Łuk elektryczny lub opór elektryczny generuje ciepło skierowane precyzyjnie w jedno miejsce, co powoduje, że metal w tym obszarze przechodzi przez stan plastyczny i stapia się z drugą warstwą. Po wygaśnięciu łuku i stygnięciu obszar ten krzepnie jako monolityczny punkt połączenia mały, twardy, trwały w granicach swoich możliwości mechanicznych.
Przygotowanie powierzchni przed spawaniem punktowym to krok, który amatorzy nagminnie pomijają, a który decyduje o jakości całego złącza. Zgorzelina, farba, olej czy nawet cienka warstwa tlenku aluminium drastycznie zwiększają rezystancję elektryczną w miejscu styku, co zaburza rozkład ciepła i prowadzi do niestabilnego łuku lub niedotopienia. Blachy powinny być odtłuszczone, oczyszczone z rdzy i dociśnięte do siebie bez szczelin nawet milimetrowa przerwa między elementami sprawia, że ciepło nie przepływa równomiernie przez oba kawałki metalu, a spoina wychodzi jednostronna i krucha.
Ustawienie parametrów spawania ma tu znaczenie, którego nie da się przecenić. Zbyt wysoki prąd przy cienkiej blasze powiedzmy powyżej 1,5 mm grubości powoduje przepalenie materiału i powstanie otworu zamiast spójnego punktu. Zbyt niski prąd nie zdoła prawidłowo stapiac obu warstw, pozostawiając jedynie powierzchowne przylepienie, które przy próbie zginania odrywa się jak naklejka. Orientacyjnie: dla stali o grubości 1 mm prąd spawania punktowego mieści się w przedziale 4-6 kA, a czas podtrzymania impulsu wynosi 0,1-0,3 sekundy, choć konkretne wartości zawsze należy dopasować do właściwości danego gatunku stali i geometrii złącza.
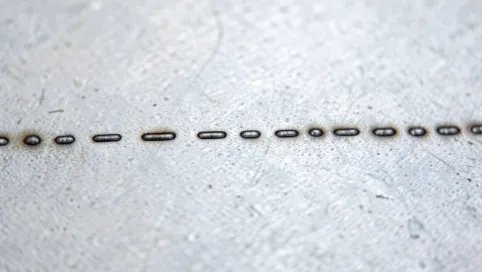
Rozmieszczenie punktów wzdłuż linii łączenia to osobna sztuka. Zbyt rzadkie punktowanie co 20 cm i więcej pozostawia między nimi odcinki, gdzie blachy mogą się rozchodzić pod wpływem naprężeń cieplnych podczas właściwego spawania. Zbyt gęste co 3-4 cm kumuluje ciepło w materiale i deformuje go zanim zdążysz przejść do głównego ściegu. Przyjęta zasada mówi, że odstęp między kolejnymi spoinami punktowymi powinien wynosić od 8 do 15 razy ich średnicę przy spoinie o średnicy 6 mm daje to przedział 48-90 mm, co w praktyce oznacza punkt mniej więcej co 5-8 cm dla standardowych zastosowań blachowych.
Kolejność wykonywania punktów ma równie duże znaczenie co ich rozstaw. Sekwencja od środka ku krańcom pozwala równomiernie rozprowadzać naprężenia cieplne i zapobiega efektowi „zamknięcia" powietrza między blachami, który tworzy wewnętrzne pęcherze. Spawacze z doświadczeniem w produkcji konstrukcji stalowych wiedzą, że przypadkowa kolejność punktowania prowadzi do skrzywień sięgających 2-4 mm na każdy metr długości spoiny wartości, które z pozoru brzmią niewinnie, ale przy montażu większych podzespołów okazują się katastrofalne.
Zalety spoiny punktowej

Główna zaleta spawania punktowego to eliminacja całego zestawu przyrządów ustalających zacisków, magnetycznych kątowników, specjalistycznych uchwytów które nie tylko kosztują, ale i zajmują przestrzeń w warsztacie, a przy złożonych geometriach po prostu nie dają rady utrzymać elementów w wymaganej pozycji. Kilka prawidłowo rozmieszczonych punktów blokuje elementy skuteczniej niż większość mechanicznych rozwiązań, bo łączy je metalurgicznie, a nie tylko dociska siłą zewnętrzną. Gdy spoina punktowa trzyma dwie blachy, żadne wibracje podczas dalszej obróbki nie przesuną ich o mikron.
Szybkość wykonania sprawia, że technika ta dominuje na etapie przygotowania złączy w seryjnej produkcji metalowych konstrukcji. Pojedynczy punkt zajmuje ułamek sekundy, a doświadczony spawacz jest w stanie punktowo związać całą ramę nośną w czasie, który przy użyciu zacisków zajęłby kwadrans samego pozycjonowania. Co więcej punkty można wykonywać kolejno bez przerw technologicznych na chłodzenie sprzętu, bo energia zdeponowana w materiale jest wielokrotnie mniejsza niż przy ciągłym ściegu.
Minimalna ilość ciepła wprowadzonego do materiału to kolejny argument techniczny, który często ginie w ogólnych opisach tej metody. Spawanie ciągłe wprowadza energię liniowo wzdłuż całego ściegu, co powoduje rozległe odkształcenia termiczne materiał rozszerza się i kurczy nierównomiernie, prowadząc do skrzywień, które trzeba potem prostować. Spoina punktowa skupia ciepło w mikroobszarach o średnicy kilku milimetrów, a reszta blachy pozostaje zimna. Strefa wpływu ciepła (SWC) jest proporcjonalnie mniejsza, co oznacza mniejsze ryzyko zmian struktury krystalicznej metalu poza miejscem połączenia.
Odwracalność to cecha, o której mało kto myśli przy wyborze techniki łączenia, a która w praktyce bywa decydująca. Spawanie punktowe można stosunkowo łatwo usunąć wystarczy wiertło o odpowiedniej średnicy, przyszlifowanie lub dłuto, i punkt znika bez uszkadzania otaczającego materiału. Przy ciągłej spoinie szlifierska „naprawa" błędu w pozycjonowaniu oznacza szlifowanie całej długości ściegu, a często przetopienie lub osłabienie krawędzi blachy. Możliwość korekty przed ostatecznym spawaniem to luksus, który wiele upraszcza.
Wady spoiny punktowej

Spoina punktowa nie jest połączeniem nośnym i tu leży największe źródło błędów popełnianych przez tych, którzy traktują ją jako substytut właściwego spawania. Jej wytrzymałość na ścinanie jest porównywalna z zalecanymi wartościami obliczeniowymi jedynie wtedy, gdy grubość blachy, średnica punktu i ich rozstaw są dobrane według norm (w Europie reguluje to seria EN ISO 14373 i pokrewne). Użyta samodzielnie jako połączenie finalne w elementach przenoszących obciążenia dynamiczne np. podwoziach czy wspornikach spoina punktowa wykazuje szczególną słabość na siły odrywające, czyli takie, które działają prostopadle do powierzchni blachy.
Ryzyko odkształceń przy zbyt agresywnych parametrach jest wyższe, niż się wydaje. Paradoksalnie, spawacze przyzwyczajeni do grubych stali i dużych prądów mają tendencję do przestrzeliwania cienkich blach 0,5-0,8 mm, spotykanych w karoseriach pojazdów czy obudowach urządzeń. W tak cienkiej blasze czas stygnięcia jest krótki, metal nie zdąży równomiernie oddać ciepła do otoczenia i ściąga się wokół punktu, tworząc charakterystyczne wgniecenie lub „tulipan" widoczny z odwrotnej strony. Tego efektu nie da się łatwo usunąć bez dodatkowej obróbki.
Uwaga: Spoiny punktowe wykonywane na galwanizowanych lub cynkowanych blachach wymagają szczególnej ostrożności odparowanie cynku podczas procesu łączenia generuje toksyczne opary, które przy braku wentylacji stanowią realne zagrożenie zdrowotne. Strefa spawania powinna być zawsze wentylowana, a spawacz powinien używać maski z filtrem właściwym dla oparów metali ciężkich.
Ograniczona dostępność narzędziowa to wada, o której rzadko mówi się wprost. Elektryczne spawanie punktowe oporne najefektywniejsza wariantowa tej techniki wymaga specjalistycznej spawarki punktowej z elektrodami dociskowymi po obu stronach materiału. Przy spawaniu metodą MIG/MAG symuluje się spoiny punktowe techniką plug weld (przez otwór) lub tack weld (ścieg sczepny), ale żadna z tych metod nie zastąpi w pełni spawania punktowego oporowego pod względem geometrii naprężeń w złączu i jednorodności połączenia.
Kontrola jakości spoiny punktowej jest trudniejsza niż w przypadku ciągłych ściegów. Ocena wizualna daje informacje jedynie o zewnętrznym wyglądzie punktu kolorze, kształcie, ewentualnych pęknięciach na powierzchni ale nic nie mówi o tym, czy rdzeń punktu jest prawidłowo przetopiony na pełną głębokość. Metody nieniszczące, takie jak ultradźwięki (UT) czy metody prądów wirowych, pozwalają to sprawdzić, ale ich stosowanie w małym warsztacie jest nieopłacalne. Stąd bierze się konieczność wykonywania próbek technologicznych i testów wyrywania przed przystąpieniem do właściwej produkcji.
Oznaczenia spoiny punktowej na rysunkach
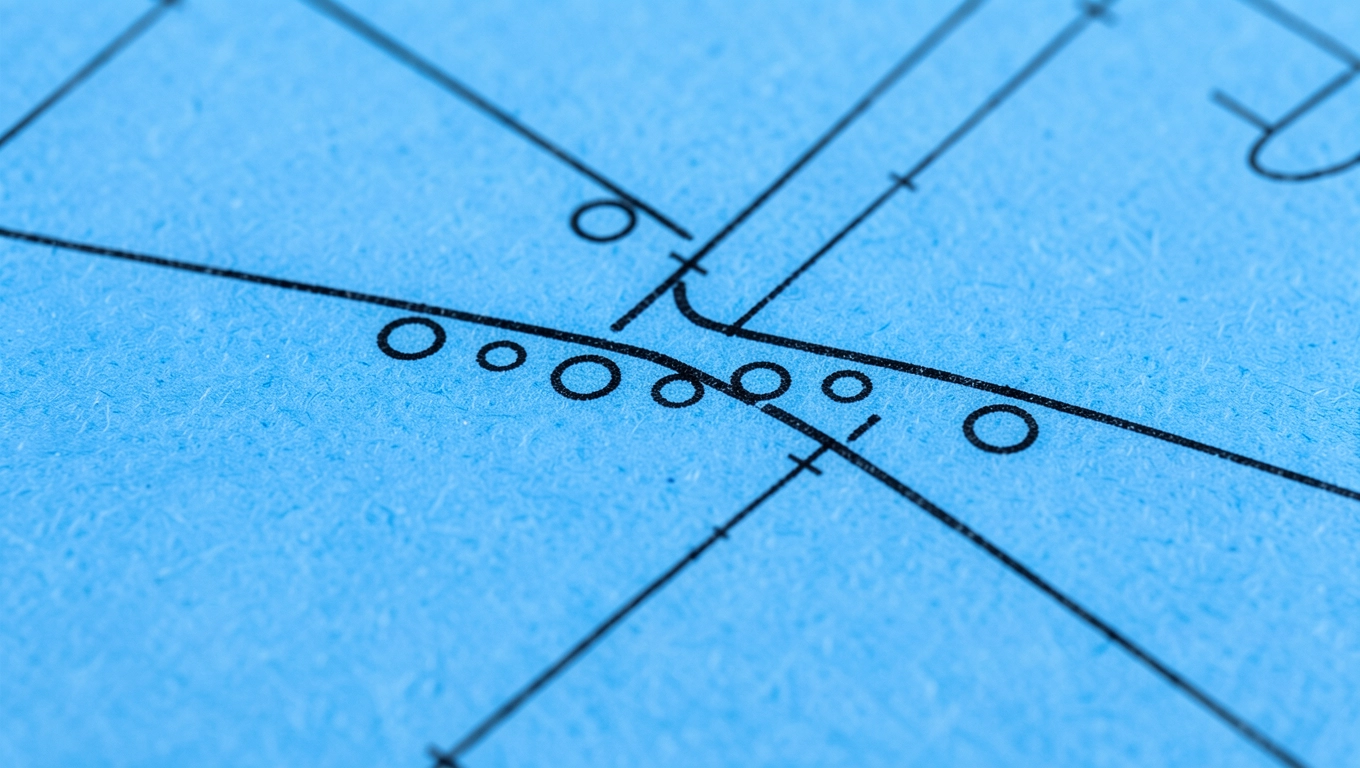
Na dokumentacji technicznej spoina punktowa ma swoje precyzyjne oznaczenie graficzne, znormalizowane przez ISO 2553, a w Polsce przez PN-EN ISO 2553. Symbol podstawowy to okrąg prosty, wypełniony lub pusty w środku, umieszczony na linii odniesienia biegnącej od wskaznika strzałkowego. Okrąg symbolizuje geometrię złącza: połączenie skupione w jednym punkcie, bez ciągłości wzdłuż krawędzi. To zapis intuicyjny kształt symbolu odpowiada temu, co rzeczywiście zobaczysz patrząc z góry na gotową spoinę.
Linia odniesienia, przy której umieszcza się symbol, składa się z dwóch elementów: linii ciągłej i linii kreskowanej biegnącej równolegle. Pozycja symbolu okręgu względem tych linii mówi, po której stronie złącza wykonano spoinę nad linią ciągłą oznacza stronę strzałkową, nad linią kreskowaną stronę odwrotną. Jeśli spoiny punktowe znajdują się po obu stronach (np. przy symetrycznym nakładaniu blach), oba symbole umieszcza się symetrycznie po obu liniach odniesienia.
Wymiary zapisywane przy symbolu to trzy kluczowe liczby, których znaczenie warto rozumieć zanim przystąpi się do realizacji. Liczba przed symbolem okręgu oznacza liczbę spoin punktowych w szeregu. Wymiar podany bezpośrednio przy symbolu (zwykle zapisany jako d z indeksem) to nominalna średnica punktu wyrażona w milimetrach. Odstęp między punktami wyrażony po kresce ukośnej lub w nawiasie, zależnie od konwencji rysunkowej zakładu mówi o rozstawie kolejnych połączeń wzdłuż linii spawania.
Wskazówka: Podczas czytania rysunków technicznych warto zwrócić uwagę, czy oznaczenie spoiny punktowej zawiera literę „S" (symbol spawania oporowego punktowego) czy pojawia się w kontekście MIG/MAG te dwie metody generują geometrycznie podobne połączenia, ale różnią się rozkładem naprężeń wewnętrznych i wymaganymi parametrami wykonania.
Uzupełniające symbole przy oznaczeniu spoiny punktowej mogą zawierać informacje o obróbce powierzchniowej po spawaniu wyrównanie powierzchni symbolizuje linia pozioma, wypukłość łuk skierowany ku górze, wklęsłość łuk odwrotny. Przy spawaniu punktowym powierzchniowe symbole uzupełniające stosuje się rzadziej niż przy spoinach ciągłych, ale ich obecność na rysunku oznacza wymóg wyrównania punktu do poziomu blachy zazwyczaj przez szlifowanie co jest istotne przy powierzchniach lakierowanych lub uszczelnianych.
Zastosowania spoiny punktowej w konstrukcjach
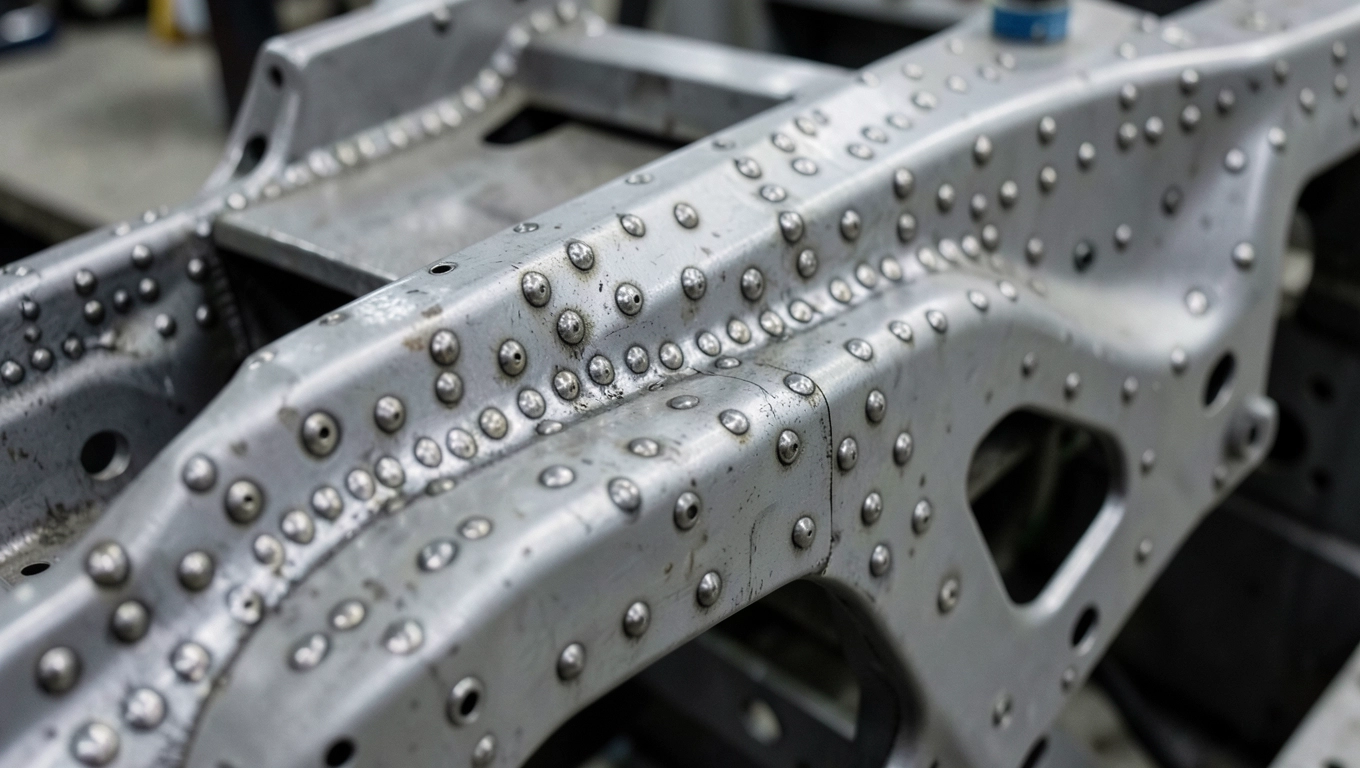
Przemysł motoryzacyjny to historycznie największy odbiorca technologii spawania punktowego oporowego szacuje się, że przeciętny nadwozie osobowego samochodu zawiera od 3000 do 6000 punktów wykonanych tą metodą. Geometria karoserii, złożona z wielu tłoczonych paneli blaszanych o grubości 0,6-1,2 mm, idealnie wpisuje się w możliwości tej techniki: szybkie łączenie cienkich blach bez odkształcania ich kształtu, z zachowaniem precyzyjnych tolerancji montażowych. Linie produkcyjne wyposażone w roboty spawalnicze są w stanie wykonać kilkaset punktów na minutę, czego żadna ciągła metoda spawania nie jest w stanie dorównać przy tej skali seryjności.
Budownictwo stalowe sięga po spoiny punktowe głównie na etapie prefabrykacji elementów konstrukcyjnych kratownic, ram okiennych, wsporników i profili złożonych. Punkty sczepne łączą poszczególne profile przed właściwym spawaniem, utrzymując geometrię złącza podczas zaawansowanego procesu termicznego. Przy prefabrykacji dźwigara dwuteowego z blach stanowi to kluczowy element utrzymania prostoliniowości środnika bez wstępnego sczepienia każdy ścieg ciągły pasy górnego powodowałby narastające skrzywienie boczne sięgające centymetrów na każdy metr długości.
Spawanie punktowe oporowe
Elektrody dociskają blachy z obu stron i przepuszczają prąd o natężeniu 4-12 kA przez czas 0,1-0,5 s. Ciepło powstaje na styku blach w wyniku rezystancji kontaktowej dokładnie tam, gdzie jest potrzebne. Metoda idealna dla seryjnej produkcji, wymaga dostępu do obu stron złącza i specjalistycznej spawarki punktowej.
Spoina sczepna MIG/MAG (tack weld)
Krótki ścieg długości 5-15 mm wykonany elektrodą topliwą w osłonie gazowej. Dostęp wymagany tylko z jednej strony, co czyni ją bardziej elastyczną w warunkach montażu na budowie. Geometria naprężeń różni się od spawania oporowego punkt jest wydłużony, a strefa wpływu ciepła większa.
Przemysł lotniczy i kolejowy stosuje spoiny punktowe przy łączeniu elementów ze stopów aluminium i stali nierdzewnej, gdzie szczególnie istotna jest kontrola odkształceń cieplnych. Aluminium, z jego wysoką przewodnością cieplną i niską temperaturą topnienia, wymaga znacznie krótszego czasu trwania impulsu i precyzyjniej dobranych elektrod niż stal zbyt długie podtrzymanie prądu natychmiast daje przepalenie lub przyklejenie elektrody do materiału. Normy lotnicze wymagają w tym przypadku 100-procentowej dokumentacji parametrycznej każdego punktu i losowego testowania metodami nieniszczącymi.
Elektronika i elektrotechnika korzysta ze spawania punktowego w skali mikro łączenie przewodów, styków i folii metalowych w bateriach litowo-jonowych to właśnie spawanie punktowe, tyle że z prądami rzędu kilkudziesięciu amperów i elektrodami o przekroju milimetrowym. Zasada fizyczna jest identyczna jak przy grubych blachach: impuls prądowy, rezystancja kontaktowa, lokalne stopienie i skrzepnięcie. Skala jest inna, ale problematyka jakościowa kontrola głębokości przetopienia, unikanie rozprysków, powtarzalność parametrów pozostaje zaskakująco podobna.
Konserwacja i naprawy karoserii pojazdów to obszar, gdzie znajomość spawania punktowego ma bezpośrednie przełożenie na trwałość efektu pracy. Wymiana zaatakowanego korozją progu czy elementu podłogi wymaga usunięcia oryginalnych punktów fabrycznych i wykonania nowych w tych samych lub zbliżonych miejscach z zachowaniem właściwej siły docisku elektrod, odpowiedniego prądu i czasu impulsu. Niedostateczne przetopienie punktu zastępczego skutkuje złączem, które przy pierwszej poważniejszej kolizji lub silnej wibracji zachowuje się jak perforacja, otwierając się wzdłuż linii sczepienia zamiast absorbować energię odkształcenia.
Dane na wykresie mają charakter orientacyjny i odzwierciedlają szacunkowy rozkład zastosowań technologii spawania punktowego oporowego i sczepnego w globalnym przemyśle wytwórczym. Rzeczywiste proporcje różnią się w zależności od regionu i struktury lokalnego przemysłu.
Pytania i odpowiedzi o spoinie punktowej
Czym dokładnie jest spoina punktowa i czym różni się od innych rodzajów spoin?
Spoina punktowa to małe, zlokalizowane połączenie spawalnicze powstałe przez miejscowe nadtopienie dwóch nakładających się na siebie blach bez dodatkowego materiału spoiwa. W odróżnieniu od spawania ciągłego (np. liniowego MIG/MAG), tutaj nie tworzysz jednej długiej ściegu, tylko serię małych punktów rozmieszczonych wzdłuż złącza co kilkanaście centymetrów. To sprawia, że jest szybsza i prostsza w wykonaniu, ale też mniej wytrzymała jako finalne połączenie.
Do czego stosuje się spoiny punktowe w praktyce warsztatowej?
Przede wszystkim do wstępnego mocowania elementów przed właściwym spawaniem działa jak tymczasowy klej spawalniczy. Wyobraź sobie, że sklejasz ramę rowerową albo fragmenty karoserii auta: zanim puścisz pełną spoinę, kilka punktów trzyma blachę dokładnie tam, gdzie ma być. Zapobiega to przesuwaniu się detali, ich skręcaniu pod wpływem ciepła i późniejszym odkształceniom gotowego elementu. Sprawdza się też w lekkich konstrukcjach, gdzie pełne spawanie byłoby po prostu przerostem formy.
Czy spoina punktowa zastępuje zaciski i uchwyty spawalnicze?
W wielu przypadkach tak i to jest jedna z jej największych zalet. Zamiast inwestować w drogie zaciski magnetyczne czy uchwyty (które potrafią kosztować niemało i z czasem tracą precyzję), kilka dobrze położonych punktów spawalniczych utrzyma elementy w odpowiedniej pozycji równie skutecznie. To oszczędność czasu przy ustawianiu stanowiska i realna oszczędność pieniędzy, szczególnie dla majsterkowiczów czy małych warsztatów. Oczywiście przy bardzo precyzyjnych pracach uchwyty mogą być nadal potrzebne jako wsparcie.
Jak wygląda spoina punktowa na rysunku technicznym i co oznacza jej symbol?
Na rysunkach spawalniczych spoina punktowa oznaczana jest jako prosty okrąg umieszczony na linii odniesienia. To jeden z prostszych symboli w normach spawalniczych właśnie dlatego, że sama spoina jest prosta w swojej formie. Symbol okręgu informuje spawacza, że w danym miejscu ma wykonać pojedynczy punkt spawalniczy, bez ciągłego ściegu. Jeśli chcesz lepiej opanować czytanie oznaczeń spawalniczych, warto sięgnąć do norm ISO 2553, gdzie znajdziesz kompletny system symboli dla wszystkich rodzajów spoin.
Jakie są wady spoiny punktowej i kiedy lepiej z niej zrezygnować?
Spoina punktowa ma kilka istotnych ograniczeń. Po pierwsze, jest tymczasowa nie nadaje się jako finalne, obciążone połączenie konstrukcyjne, bo pojedyncze punkty mają niską wytrzymałość na rozciąganie i ścinanie. Po drugie, na bardzo cienkich blachach (poniżej 1 mm) istnieje ryzyko przepalenia materiału lub nieestetycznych wgłębień. Po trzecie, źle rozłożone punkty mogą paradoksalnie powodować odkształcenia zamiast im zapobiegać. Unikaj jej więc przy cienkiej blasze, elementach narażonych na duże obciążenia dynamiczne oraz wszędzie tam, gdzie liczy się szczelność połączenia.
Jakie ustawienia spawarki wybrać przy wykonywaniu spoin punktowych?
To zależy od grubości materiału i metody spawania, ale kilka zasad jest uniwersalnych. Przy spawaniu MIG/MAG na stali o grubości 1,5-3 mm zacznij od niższego natężenia prądu niż przy spawaniu ciągłym przegrzanie to główny wróg przy punktowaniu. Czas trwania punktu to zazwyczaj 0,5-1,5 sekundy. Odległość między punktami warto ustalić na 10-20 cm przy wstępnym sczepianiu, a same punkty powinny mieć 3-5 mm średnicy. Zadbaj też o odpowiedni przepływ gazu osłonowego (argon lub mieszanka) nawet przy krótkim czasie spawania ochrona łuku jest kluczowa dla jakości punktu.