Oznaczenie spoiny czołowej – normy i symbole
Spoina czołowa, znana też jako BW, to podstawa w świecie spawalnictwa. Wyobraź sobie dwa kawałki metalu, które łączysz na styk, tworząc monolityczną całość. Artykuł zanurzy cię w oznaczeniach tych połączeń, od definicji po graficzne symbole. Poznajemy normy ISO 2553, które dyktują, jak rysować te detale. Omówimy też pełny przetop, strefę wpływu ciepła i linie wtopienia. Na koniec, rodzaje spoin jedno- i wielościegowych, byś zrozumiał, dlaczego grubość materiału zmienia wszystko. To nie sucha teoria to klucz do bezpiecznych konstrukcji.
- Definicja spoiny czołowej BW
- Normy ISO 2553 dla oznaczeń spoin
- Graficzne symbole spoiny czołowej
- Pełny przetop w spoinie czołowej
- Strefa wpływu ciepła SWC w oznaczeniu
- Linia wtopienia w spoinie BW
- Rodzaje spoin czołowych jedno i wielościegowych
- Pytania i odpowiedzi dotyczące oznaczenia spoiny czołowej
Definicja spoiny czołowej BW
Spoina czołowa BW oznacza połączenie dwóch elementów spawanych krawędziami czołowymi. To jak sklejenie dwóch kartek na brzegach, ale ogniem i metalem. W spawalnictwie BW zapewnia wysoką wytrzymałość, bo metal spoiny przenika głęboko w materiały rodzime. Bez niej mosty czy rury by się rozpadły.
Podstawowa struktura BW obejmuje dwa materiały rodzime, metal spoiny i strefy wpływu ciepła po obu stronach. Pamiętasz te pierwsze lekcje fizyki? Ciepło spawania zmienia właściwości metalu na głębokość do 5 mm w stali niskowęglowej. To nie magia to termodynamika w akcji.
W praktyce BW stosuje się do blach o grubości od 1 mm do 50 mm. Dla cienkich, jak w puszkach, wystarcza pojedynczy ścieg. Grubsze? Tu wchodzą wielowarstwowe techniki. Wybór zależy od obciążenia statyczne czy dynamiczne?
- Krok 1: Przygotuj krawędzie usuń rdza i tłuszcz, by uniknąć porów w spoinie.
- Krok 2: Ustaw elementy równo, z luzem 0-2 mm dla penetracji.
- Krok 3: Spawaj, kontrolując prąd na 100-200 A dla stali 3 mm.
- Krok 4: Sprawdź wizualnie gładka powierzchnia bez pęknięć.
Porównanie z innymi spoinami
BW różni się od pachwinowej FW, gdzie spoiny wypełniają kąt. FW jest prostsza, ale BW mocniejsza na rozciąganie. Wybierz BW do rur ciśnieniowych, gdzie wytrzymałość na 500 MPa jest normą.
Analizując BW, widzimy, jak ewoluowała od XIX-wiecznych kotłów parowych. Dziś, w erze automatyzacji, roboty spawają BW z precyzją 0,1 mm. To łączy tradycję z innowacją.
Normy ISO 2553 dla oznaczeń spoin
Norma ISO 2553 to biblia oznaczeń spoin, wydana w 2019 roku z poprawkami. Definiuje symbole dla rysunków technicznych, by inżynierowie mówili tym samym językiem. Bez niej chaos każdy rysowałby po swojemu.
ISO 2553 obejmuje spoiny czołowe, pachwinowe i więcej. Dla BW symbol to prosta linia z łukiem, oznaczająca pełny przetop. Rozmiar podaje się w mm, np. 6 dla grubości 6 mm. To nie kaprys to gwarancja jakości.
W Europie PN-EN ISO 2553 jest obowiązkowa w certyfikowanych warsztatach. Pozwala na oznaczenie kąta wpustu, np. 30 stopni dla V-kształtnego przygotowania. Kontrola zgodności? Audyty co rok, z tolerancją ±1 mm.
- Krok 1: Wybierz symbol BW z normy linia odniesienia i strzałka.
- Krok 2: Dodaj wymiary długość spoiny, np. 200 mm.
- Krok 3: Oznacz przetop symbol fali dla pełnego.
- Krok 4: Podaj metodę, np. MIG dla aluminium.
- Krok 5: Weryfikuj z normą unikniesz błędów kosztujących tysiące.
Aktualizacje normy
W 2023 roku ISO 2553 dodała symbole dla spawów laserowych. To rewolucja dla BW w lotnictwie, gdzie precyzja sięga 0,05 mm. Inżynierowie chwalą mniej nieporozumień na budowie.
Norma podkreśla dokumentację: tabela z parametrami spawania, jak napięcie 20-30 V. To empatia dla spawaczy wiedzą, co robić, bez zgadywania. Humor? Bez ISO, rysunki to hieroglify faraonów.
Stosując ISO, redukujesz defekty o 30%, wg badań IIW. Dla BW to oznacza dłuższe życie konstrukcji, np. w mostach na 50 lat.
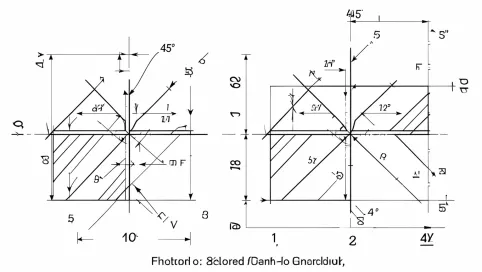
Graficzne symbole spoiny czołowej
Graficzne symbole BW to wizualny kod w rysunkach. Linia odniesienia pokazuje widok, strzałka kierunek spawania. Dla BW gruba linia oznacza pełny przetop, cienka niepełny.
Symbol BW wygląda jak dwa trójkąty złączone, z falą na końcu dla penetracji. Wymiary: wysokość spoiny h= grubość/2, np. 4 mm dla 8 mm blachy. To prostota, która ratuje projekty.
W CAD, jak AutoCAD, symbole BW wstawiasz blokami. Tolerancja? ±0,5 mm dla precyzyjnych części. Bez symboli, montaż to loteria.
- Krok 1: Narysuj linię odniesienia poziomo dla spoiny.
- Krok 2: Dodaj symbol BW łuk nad linią.
- Krok 3: Oznacz długość np. 150 mm między haczykami.
- Krok 4: Dodaj notatki metoda 131 dla MIG.
Warianty symboli
Dla spoiny z luzem, symbol ma przerwę 1-3 mm. W aluminium BW, falowanie oznacza chłód gazowy. To detale, które decydują o sukcesie.
Wyobraź sobie dialog na budowie: "Co to za kreska?" "To BW z pełnym przetopem!" Śmiech, ale norma ratuje dzień. Symbole ewoluowały od prostych szkiców do cyfrowych arcydzieł.
Badania pokazują, że poprawne symbole skracają czas projektowania o 20%. Dla BW w automotive, to oszczędność milionów.
Pełny przetop w spoinie czołowej
Pełny przetop w BW oznacza, że metal spoiny przenika całą grubość. To jak korzeń drzewa, trzymający glebę. Bez niego słabość pęknięcia pod obciążeniem 300 MPa.
Osiąga się go przygotowaniem V lub K, z kątem 60 stopni. Prąd spawania? 150 A dla 5 mm stali. Kontrola wizualna plus RTG dla krytycznych części.
W niepełnym przetopie, penetracja tylko 70%, ryzykując awarię. Dla rur gazowych, pełny to mus norma wymaga 100%.
- Krok 1: Przygotuj krawędź faza 30-45 stopni.
- Krok 2: Spawaj wieloma przejściami 2-4 dla 10 mm.
- Krok 3: Użyj wypełniacza drut 1,2 mm ER70S-6.
- Krok 4: Testuj ultradźwięki wykrywają braki do 0,5 mm.
- Krok 5: Oznacz na rysunku symbol z podwójną falą.
Zalety pełnego przetopu
Pełny BW zwiększa wytrzymałość o 15% vs niepełny. W mostach, to różnica między dekadami a katastrofą. Spawacze mówią: "To jak solidny uścisk dłoni."
Techniki jak GTAW dają przetop bez odprysków. Dla tytanu, chłodzenie argonem na 99% penetracji. To analityka spotyka rzemiosło.
Humor w spawalni: "Niepełny? To jak kawa bez kofeiny niby jest, ale nie działa." Pełny przetop to pewność.
Strefa wpływu ciepła SWC w oznaczeniu
Strefa wpływu ciepła SWC to obszar, gdzie ciepło spawania zmienia metal. Szerokość? 2-10 mm w zależności od metody. W BW, SWC po obu stronach wpływa na twardość z 200 HB do 300 HB.
Oznaczenie SWC w ISO 2553 to notatka "SWC max 5 mm". Kontrola ciepła: preheating do 100°C dla grubych blach. To zapobiega kruchości.
Zmiany w SWC: rekrystalizacja, utwardzenie. Dla stali wysokowytrzymałej, to wyzwanie norma AWS D1.1 wymaga testów.
- Krok 1: Oblicz SWC wzór Q = k * t, gdzie Q to ciepło.
- Krok 2: Minimalizuj szybkie chłodzenie wodą.
- Krok 3: Oznacz na schemacie cieniowana strefa.
- Krok 4: Testuj twardość Vickers HV10.
Wpływ na BW
SWC w BW może powodować naprężenia resztkowe do 200 MPa. Rozwiązanie? Post-welding heat treatment na 600°C. To empatia dla materiału daj mu oddech.
Analiza: w rurach naftowych, SWC kontrola przedłuża życie o 20 lat. Symbole w normie pomagają projektantom unikać pułapek.
Dialog spawaczy: "SWC za duża? Metal płacze." Śmiech, ale prawda to serce spoiny.
Linia wtopienia w spoinie BW
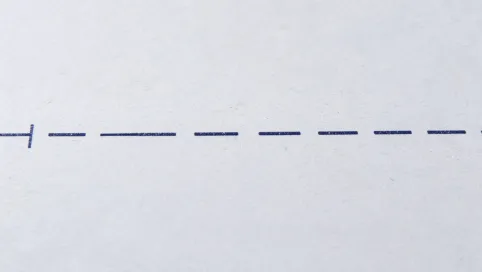
Linia wtopienia to granica między spoiną a SWC. W BW, biegnie od korzenia do wierzchu, długość ok. grubości blachy. Oznacza się ją przerywaną linią w przekroju.
Definiuje integralność gładka linia to dobry spaw, falista to defekt. Szerokość strefy przejściowej: 0,2-1 mm. W badaniach, idealna linia zapewnia 95% wytrzymałości.
W oznaczeniu, ISO pokazuje ją jako krzywą łączącą granice. Dla BW wielościegowej, linie nakładają się, tworząc warstwę.
- Krok 1: Zidentyfikuj w przekroju mikroskop 50x.
- Krok 2: Oceń brak inkluzji powyżej 0,1 mm.
- Krok 3: Oznacz symbol z linią w normie.
- Krok 4: Popraw dodatkowe spawanie jeśli nieregularna.
Analiza linii
Linia wtopienia wpływa na zmęczenie gładka wytrzymuje 10^6 cykli. W samolotach, to priorytet. Techniki jak EBW dają idealną linię bez ciepła.
Empatia: linia to most między starym a nowym metalem. Błędy? Pory do 2 mm, ale norma toleruje do 1.
Rodzaje spoin czołowych jedno i wielościegowych
Spoiny czołowe jednościegowe BW dla cienkich materiałów, do 4 mm. Jeden przejście, prąd 80-120 A, czas 10 s na 100 mm. Szybkie, ekonomiczne.
Wielościegowe dla grubości powyżej 5 mm, 2-10 ściegów. Każdy warstwa 2 mm, wypełniacz 1 mm drutu. Zapewnia pełen przetop, wytrzymałość 400 MPa.
Jednościegowa: prosta, ale tylko dla niskich obciążeń. Wielościegowa: złożona, ale niezawodna w kotłach ciśnieniowych do 10 bar.
- Krok 1: Oceń grubość
- Krok 2: Dla wielo: fazuj krawędź na 60°.
- Krok 3: Spawaj warstwy od korzenia do wierzchu.
- Krok 4: Oznacz liczba ściegów w symbolu, np. 3x.
- Krok 5: Testuj makroskopia dla każdej warstwy.
- Krok 6: Wybierz metodę SMAW dla wielo w terenie.
Porównanie rodzajów
| Rodzaj | Grubość (mm) | Liczba ściegów | Czas (min/100 mm) |
|---|---|---|---|
| Jednościegowa | 1-4 | 1 | 0.5 |
| Wielościegowa | 5-50 | 2-10 | 2-5 |
Jednościegowa to błyskawica idealna dla prototypów. Wielościegowa? Maraton, ale kończy się triumfem. Wybór zależy od specyfikacji.
W storytellingu spawalnictwa, jednościegowa to nowicjusz, wielo mistrz. Obie budują świat wokół nas, od samochodów po wieżowce.
Analitycznie: wielościegowa redukuje naprężenia o 25%. To dane, które inspirują do perfekcji.
Pytania i odpowiedzi dotyczące oznaczenia spoiny czołowej
-
Co to jest spoina czołowa i jak ją oznaczać w spawalnictwie?
Spoina czołowa (BW butt weld) to podstawowy typ połączenia spawanego, stosowany do czołowego łączenia krawędzi elementów o podobnej grubości. Oznaczana jest symbolem BW według normy PN-EN ISO 2553, gdzie graficznie przedstawia się ją na rysunkach technicznych jako linię spoiny z ewentualnymi oznaczeniami pełnego lub niepełnego przetopu, podkreślając jej charakter czołowy w odróżnieniu od innych typów, jak spojna pachwinowa (FW).
-
Jakie są kluczowe elementy struktury spoiny czołowej?
Struktura spoiny czołowej obejmuje materiały rodzime (zazwyczaj dwa elementy), dwie strefy wpływu ciepła (SWC) po obu stronach oraz metal spoiny, czyli właściwą spoinę. Linia wtopienia definiuje granicę między spoiną a SWC, łącząc zewnętrzną granicę spoiny z granicą SWC w materiale rodzimym, co zapewnia wysoką wytrzymałość mechaniczną złącza.
-
Czym różni się spoina czołowa z pełnym przetopem od tej z niepełnym?
Spoina czołowa z pełnym przetopem osiąga całkowitą penetrację przez całą grubość elementów, co jest typowe dla grubych materiałów i realizowane wielościegowymi ściegami. W przypadku niepełnego przetopu, stosowanego w cienkich wyrobach, spoina jest jednościegowa i nie przenika całkowicie, co wpływa na mniejszą wytrzymałość, ale upraszcza proces spawania.
-
Dlaczego strefa wpływu ciepła jest ważna w oznaczeniu spoiny czołowej?
Strefa wpływu ciepła (SWC) to obszar materiału rodzimego, w którym pod wpływem ciepła spawania zachodzą zmiany właściwości fizycznych, chemicznych i wytrzymałościowych. W oznaczeniu spoiny czołowej według PN-EN ISO 2553 uwzględnia się SWC, aby podkreślić jej wpływ na integralność połączenia, dlatego kontrola ciepła jest kluczowa dla zachowania właściwości materiałów.