Symbole spoin na rysunku technicznym – jak czytać oznaczenia bez błędów
Jedna źle odczytana linia na rysunku potrafi zatrzymać produkcję na tygodnie, a w skrajnych przypadkach narazić konstrukcję na pęknięcie w eksploatacji. Symbole spoin na rysunku technicznym to nie graficzna ciekawostka, lecz precyzyjny język inżynieryjny opisany w PN-EN ISO 2553, którego opanowanie decyduje o zgodności wyrobu, tempie odbioru i bezpieczeństwie użytkowników. Poniżej znajdziesz przewodnik, który prowadzi od podstawowego szkicu złącza, przez pełną ośmiopunktową notację, aż po praktyczne przykłady i pułapki, jakie czyhają na konstruktorów, technologów i spawaczy pracujących z dokumentacją warsztatową.
- Podstawy, bez których nie da się czytać rysunku spawalniczego
- Rodzaje spoin czołowych i pachwinowych na rysunku technicznym
- Oznaczenie spoiny krok po kroku: 8 punktów z rysunku
- Metody kontroli NDT: jak rozszyfrować zapisy w punkcie 8
- Trzy przykłady oznaczeń krok po kroku
- Najczęstsze błędy w oznaczeniach spoin i jak ich uniknąć
- Checklista: jak poprawnie oznaczyć spoinę
- Cyfrowa rewizja: co zmienia się w 2026
Podstawy, bez których nie da się czytać rysunku spawalniczego
Zanim zaczniesz rozszyfrowywać symbole, musisz poznać ramy prawne, w jakich funkcjonują. Europejska branża spawalnicza opiera się na dwóch filarach normatywnych, których ignorowanie kończy się reklamacjami i odmową odbioru przez nadzór.
PN-EN ISO 2553 reguluje kwestię symboli graficznych spoin oraz schematu oznaczenia. Dokument ten mówi wprost, jak narysować spoinę czołową, pachwinową, brzegową czy otworową, a także w jakiej kolejności wpisywać wymiary i znaki dodatkowe obok linii odniesienia. Bez niego każdy zakład interpretowałby oznaczenia po swojemu.
PN-EN ISO 9692 uzupełnia powyższą normę o przygotowanie złączy do spawania, czyli geometrię rowka, kąt rozwarcia, wysokość szczeliny i kształt grani. W praktyce oznacza to, że symbol graficzny mówi ci, jaki efekt końcowy chce zobaczyć konstruktor, a przygotowanie złącza wskazuje technologowi, jak ten efekt osiągnąć na etapie obróbki materiału.
Samo oznaczenie składa się z trzech elementów graficznych: prostej ciągłej linii odniesienia, krótkiej strzałki wskazującej konkretne złącze oraz właściwego symbolu spoiny umieszczanego nad lub pod linią. Strzałka to nie ozdoba: jej pozycja względem złącza (z której strony pada) determinuje, który element opisujesz w złożeniu wieloczęściowym.
Linia odniesienia zawsze biegnie poziomo, z lewej do prawej, a zakończona jest grotem skierowanym na krawędź spawanego elementu. Symbole i wymiary układa się zawsze po jednej stronie tej linii, nigdy po obu, co odróżnia prawidłowy szkic od chaotycznej notatki serwisowej.
Rodzaje spoin czołowych i pachwinowych na rysunku technicznym
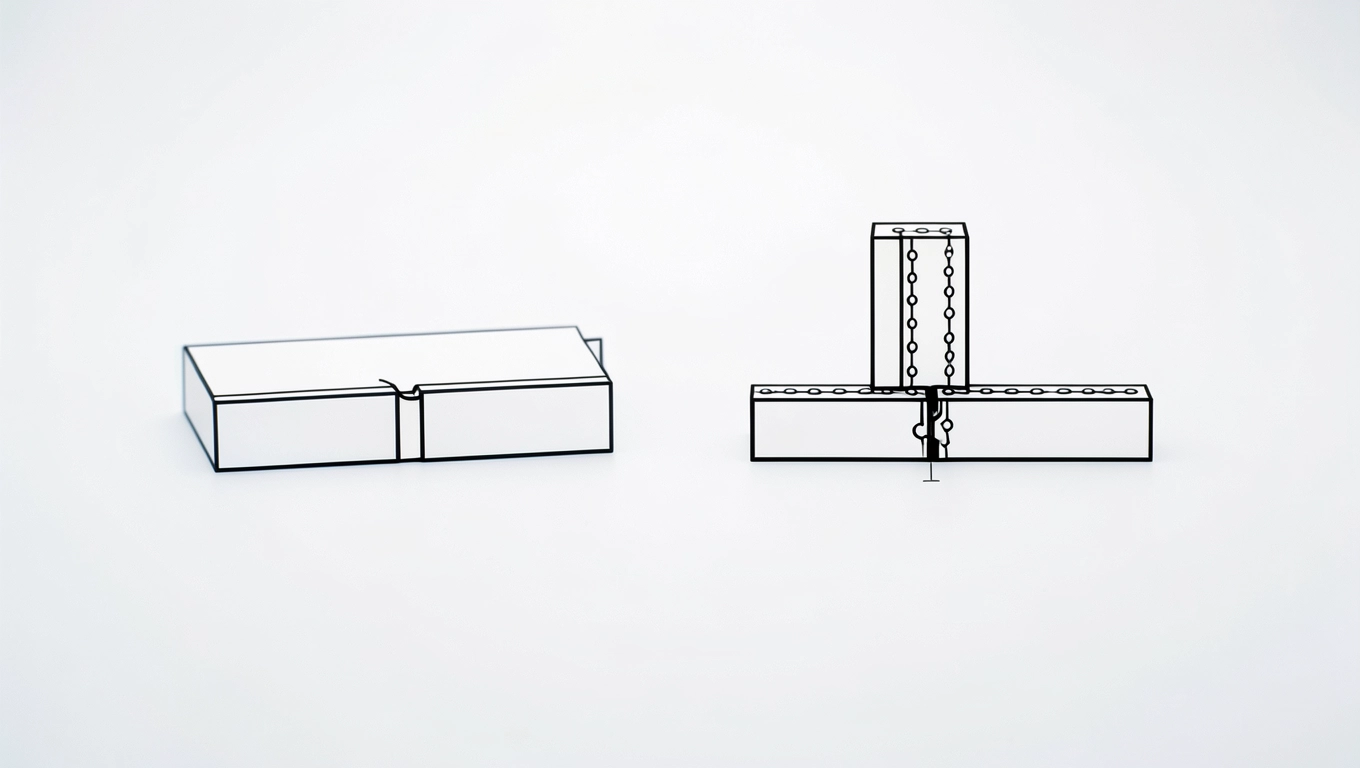
Dwa typy połączeń dominują w dokumentacji warsztatowej i oba wymagają osobnej symboliki. Konstruktor wybiera je na podstawie obliczeń wytrzymałościowych, dostępności technologii oraz wymagań dotyczących kontroli NDT.
Spoiny czołowe (BW)
Łączą elementy w jednej płaszczyźnie czołowej, przenosząc pełne obciążenia statyczne i dynamiczne. Symbol graficzny to litera V (lub U, J, I w zależności od kształtu rowka) wpisana nad linią odniesienia. Pełne przetopienie oznacza się dodatkowym symbolem wypełnienia, jego brak sygnalizuje spoinę częściową.
Wariant dwustronny powstaje po obróbce grani i ponownym spawaniu od drugiej strony, co zmniejsza naprężenia szczątkowe nawet o 40% w stosunku do wersji jednostronnej. Spoiny czołowe stosuje się tam, gdzie złącze pracuje na rozciąganie lub zmęczenie: w zbiornikach ciśnieniowych, kadłubach statków, ramach pojazdów szynowych.
Spoiny pachwinowe (FW)
Powstają w narożniku dwóch blach lub elementów, gdzie jedna płyta przylega do powierzchni drugiej. Symbol to trójkąt równoramienny, którego wielkość kątowa na rysunku nie musi odpowiadać rzeczywistej geometrii, lecz konwencji rysunkowej. Grubość spoiny pachwinowej mierzy się jako wysokość trójkąta w przekroju, oznaczaną literą a (grubość obliczeniowa).
Spoiny pachwinowe dzieli się na jednostronne (z jednej strony złącza) i dwustronne (symetryczne po obu stronach), a także na ciągłe i przerywane. Wersja przerywana stosuje się tam, gdzie szczelność nie jest wymagana, a priorytetem jest redukcja masy oraz ograniczenie odkształceń termicznych, na przykład w usztywnieniach ram.
| Typ spoiny | Symbol graficzny | Typowe zastosowanie | Nośność (orientacyjna) |
|---|---|---|---|
| Czołowa pełna BW | V z wypełnieniem | Zbiorniki ciśnieniowe, kadłuby | 100% przekroju materiału |
| Czołowa częściowa | V bez wypełnienia | Konstrukcje mniej obciążone | 60-80% przekroju |
| Pachwinowa FW | Trójkąt | Połączenia blach, węzły kratownic | Zależna od grubości a |
| Brzegowa | Dwa trójkąty przy krawędzi | Blachy do 3 mm, cienkościenne profile | Niska, głównie usztywnienie |
| Otworowa | Koło + linia | Wzmocnienia w płaskownikach | Lokalne wzmocnienie |
Spoiny specjalne
Poza dwoma podstawowymi typami istnieją spoiny brzegowe (stosowane przy blachach o grubości poniżej 3 mm, gdzie klasyczne rowki są nieopłacalne), grzbietowe (do usztywnień), otworowe i punktowe. Każda z nich ma odrębny symbol, a pomylenie ich w dokumentacji prowadzi do błędów technologicznych, które wychodzą dopiero przy badaniach nieniszczących.
Spoiny wkrętowe (spot welding) pojawiają się w branży automotive i przy produkcji seryjnej blach ocynkowanych. Ich symbol to koło z dwoma liniami, a na rysunku podaje się średnicę rdzenia, odstęp między punktami oraz wytrzymałość na ścinanie.
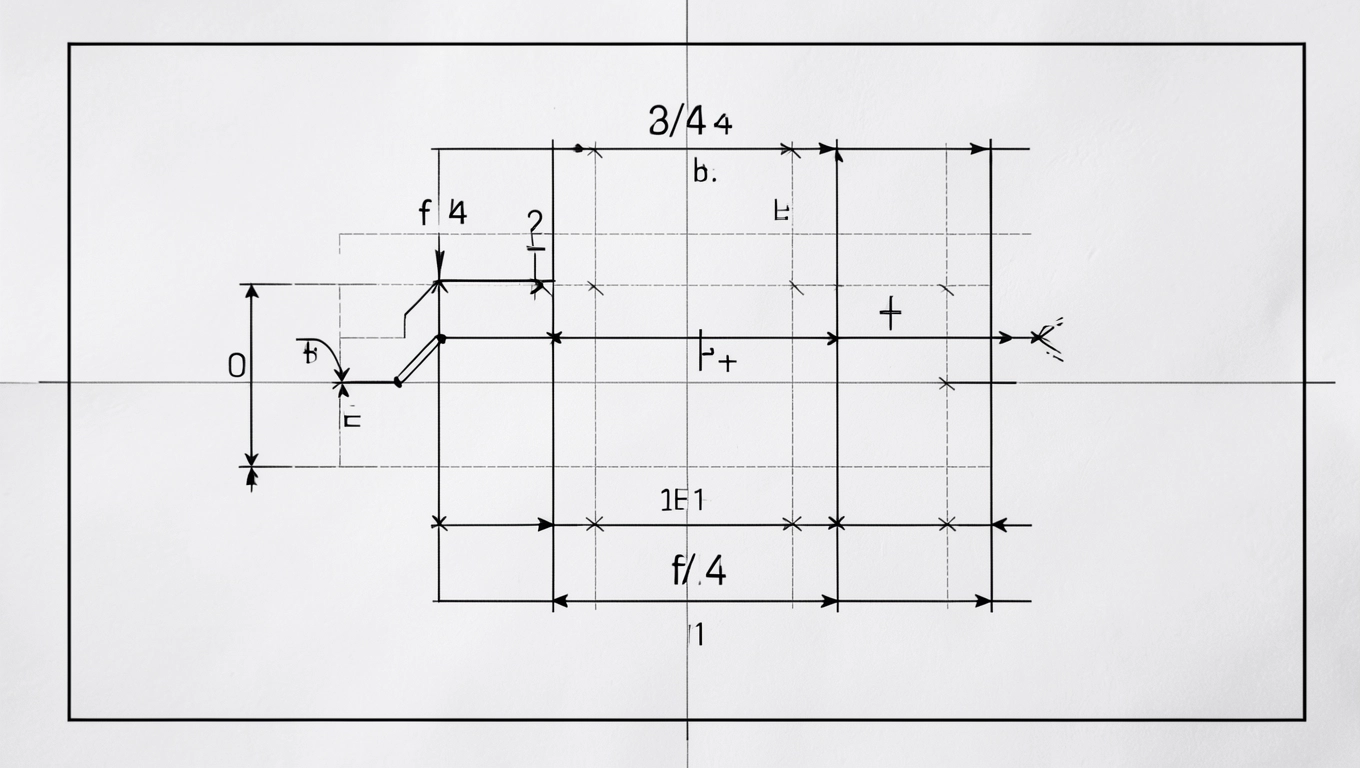
Oznaczenie spoiny krok po kroku: 8 punktów z rysunku
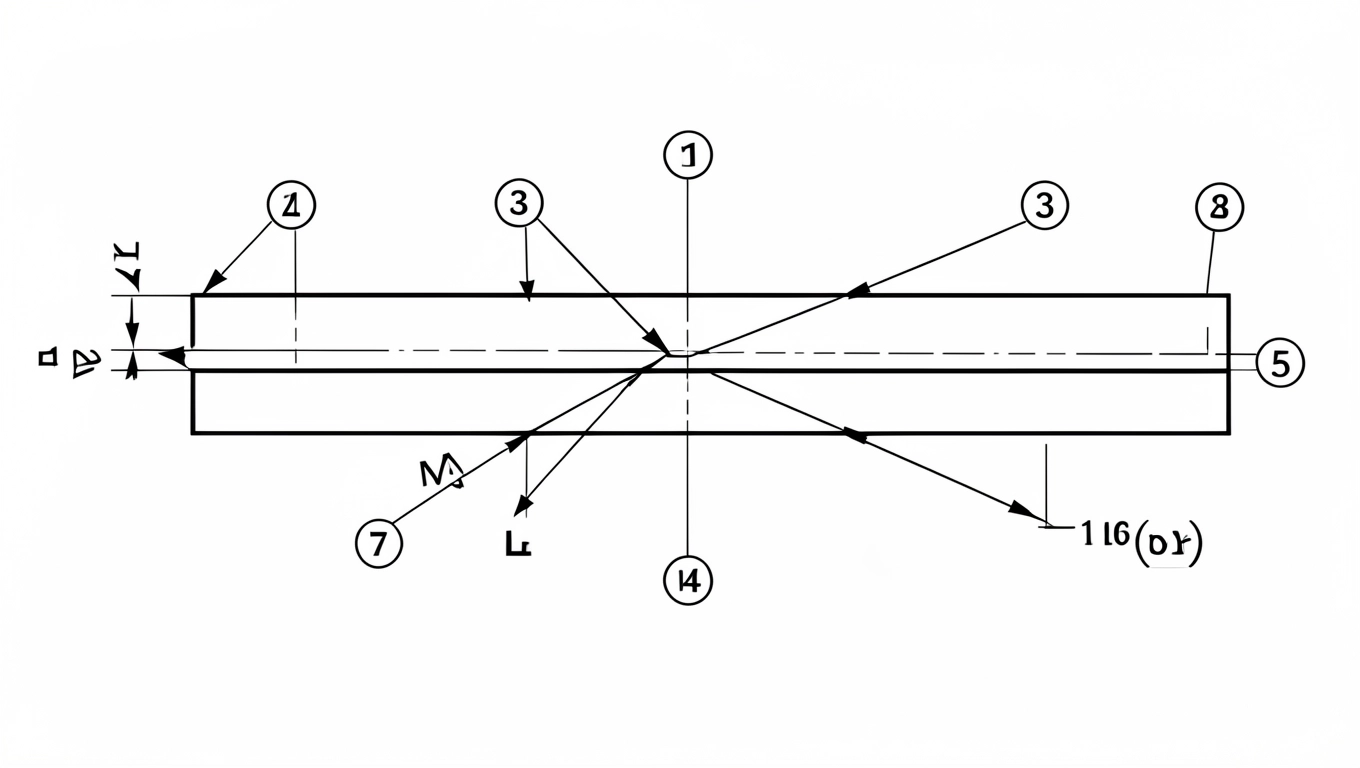
Pełne oznaczenie spoiny na rysunku technicznym składa się z ośmiu pozycji rozmieszczonych wzdłuż linii odniesienia. Każda pozycja niesie konkretną informację, a pominięcie którejkolwiek może skutkować wieloznacznością lub odmową odbioru.
Punkt 1 to sam symbol graficzny, zawsze umieszczany w punkcie załamania linii odniesienia lub w jej środku. Jego kształt informuje o typie spoiny, a pozycja (nad czy pod linią) o stronie wykonania. Punkt 2 to wymiar grubości obliczeniowej, oznaczany literą a, podawany w milimetrach. Punkt 3 to długość spoiny l, istotna przy spoinach przerywanych i otworowych.
W punkcie 4 wpisuje się znak lica w postaci małego kółka lub krzyżyka, który wskazuje, czy spoina ma być szlifowana lub obrabiana mechanicznie na gotowo. Brak tego znaku przy spoinie czołowej to jeden z najczęstszych powodów reklamacji w przemyśle ciężkim, gdzie lico wpływa na rozkład naprężeń i odporność zmęczeniową.
Punkt 5 to znak obwodu zamkniętego, narysowany jako małe kółko przy końcu linii odniesienia. Informuje, że spoina ma być ciągła wokół całego obrysu, na przykład przy mocowaniu kołnierza do rury. Punkt 6 oznacza podpawanie, czyli wykonanie krótkich odcinków spoiny przed właściwym spawaniem w celu ustabilizowania geometrii złącza. Stosuje się je przy dużych detalach, gdzie skurcz spawalniczy mógłby zdeformować cały węzeł.
Punkt 7 zawiera wymiary przygotowania brzegów: kąt rozwarcia rowka, odstęp między blachami i kąt ukosowania. Te wartości odsyłają zwykle do rysunku wykonawczego lub karty WPS. Punkt 8 to miejsce na informacje uzupełniające: numer WPS, metodę spawania (135 MAG, 141 TIG), wymagania dotyczące kontroli NDT oraz klasę jakości wg ISO 5817.
| Punkt | Symbol / oznaczenie | Co oznacza |
|---|---|---|
| 1 | V, U, Δ, koło | Typ spoiny |
| 2 | a = 5 | Grubość obliczeniowa w mm |
| 3 | l = 50 (n) 100 | Długość spoiny i odstęp w mm |
| 4 | Krzyżyk w kółku | Wymaganie lica |
| 5 | Kółko na końcu linii | Spoina obwodowa zamknięta |
| 6 | Trójkąt pusty | Podpawanie |
| 7 | β, b, c | Parametry rowka |
| 8 | WPS-014 / VT / UT | Metoda, kontrola, klasa |
Metody kontroli NDT: jak rozszyfrować zapisy w punkcie 8

Badania nieniszczące to integralna część dokumentacji spawalniczej, a ich symbole pojawiają się w punkcie 8 oznaczenia. Wybór metody wynika z typu spoiny, grubości materiału i klasy bezpieczeństwa konstrukcji.
VT (Visual Testing), czyli wizualne oględziny, to absolutne minimum w każdym odbiorze. Spawacz lub inspektor ocenia powierzchnię lica, sprawdza podtopienia, pory i nierówności. Norma odniesienia to PN-EN ISO 17637, a próg akceptacji opisuje ISO 5817 na trzech poziomach: B (wysoki), C (średni), D (niski).
PT (Penetrant Testing), badanie penetracyjne, ujawnia pęknięcia powierzchniowe niewidoczne gołym okiem. Ciecz penetrująca wnika w rysy, a po odtłuszczeniu i nałożeniu wywoływacza defekty ukazują się jako czerwone lub fluorescencyjne ślady. Stosuje się je przy spoinach ze stali nierdzewnej, aluminium oraz tytanu, gdzie chropowatość lica utrudnia ocenę wizualną.
MT (Magnetic Testing), badanie magnetyczno-proszkowe, działa wyłącznie na materiałach ferromagnetycznych. Pole magnetyczne ujawnia nieciągłości powierzchniowe i podpowierzchniowe do głębokości około 2 mm. Sprawdza się w kontrolach spoin pachwinowych w konstrukcjach stalowych, gdzie ważna jest szybkość i niska cena badania.
UT (Ultrasonic Testing) to ultradźwiękowa metoda objętościowa, niezastąpiona przy spoinach czołowych grubych blach, rurociągach ciśnieniowych i zbiornikach. Głowica emituje fale 2-5 MHz, które odbijają się od defektów wewnętrznych jak pęcherze, braki przetopu czy wtrącenia niemetaliczne. Norma PN-EN ISO 17640 definiuje techniki i poziomy akceptacji.
RT (Radiographic Testing), badanie radiograficzne, daje obraz wnętrza spoiny zbliżony do rentgena. Źródłem promieniowania jest iryd-192 lub kobalt-60, a klisza rejestruje gęstość materiału. Metoda kosztowna i wymagająca zabezpieczeń radiologicznych, ale wciąż niezastąpiona przy pierwszych odbiorach spoin odpowiedzialnych, gdzie trzeba mieć pewność co do braku pęknięć objętościowych.
LT (Leak Testing) oraz ET (Eddy Current Testing) to metody specjalistyczne. Pierwsza sprawdza szczelność zbiorników i rurociągów za pomocą helu lub pęcherzyków. Druga wykrywa defekty powierzchniowe w materiałach niemagnetycznych, a przy okazji mierna grubość pokryć ochronnych.
| Metoda | Co wykrywa | Norma | Typowa spoina |
|---|---|---|---|
| VT | Pory, podtopienia, nierówności powierzchni | PN-EN ISO 17637 | Każda, zawsze |
| PT | Pęknięcia powierzchniowe | PN-EN ISO 3452 | Stal nierdzewna, aluminium |
| MT | Pęknięcia do 2 mm w głąb | PN-EN ISO 17638 | Stal węglowa, niskowęglowa |
| UT | Defekty objętościowe, braki przetopu | PN-EN ISO 17640 | Czołowe, grube blachy |
| RT | Pęknięcia, pory, wtrącenia | PN-EN ISO 17636 | Odpowiedzialne, ciśnieniowe |
Trzy przykłady oznaczeń krok po kroku
Przykład 1: Spoina czołowa dwustronna z pełnym przetopem
Na rysunku widnieje symbol V z wypełnieniem po obu stronach linii odniesienia, a obok niego zapis: a = 8, l = pełna, β = 60°, WPS-021, UT 100%. Co to oznacza w praktyce?
Konstruktor wymaga spoiny czołowej o grubości obliczeniowej 8 mm, wykonanej na całej długości złącza, z rowkiem o kącie 60° po obu stronach. Technolog dobiera technologię spawania wg karty WPS-021 (np. 135 MAG z drutem SG2), a inspektor musi wykonać badanie ultradźwiękowe 100% długości spoiny.
Pełne przetopienie oznacza, że spoina musi przenikać całą grubość materiału, bez żadnych nieciągłości w osi złącza. W praktyce wymaga to obróbki grani od drugiej strony (frezowanie lub szlifowanie) i ponownego spawania. Dopiero potem kontrola UT potwierdzi brak defektów.
Przykład 2: Spoina pachwinowa przerywana
Symbol to trójkąt nad linią odniesienia, a przy nim: a = 4, l = 50 (n) 200, WPS-007. Zapis w nawiasie (n) oznacza odstęp między odcinkami, w tym przypadku 200 mm.
Technolog wykona odcinki spoiny o długości 50 mm, oddalone od siebie o 200 mm, stosując technologię z karty WPS-007 (np. spawanie elektrodą otuloną 111). Łączna długość spoiny wyniesie 25% obwodu, co zmniejsza masę konstrukcji i ogranicza wprowadzanie ciepła.
Spoiny przerywane stosuje się w elementach drugorzędnych, takich jak żebra usztywniające blachy poszycia czy lekkie ramy stalowe w budownictwie. Nie wolno ich używać w strefach narażonych na korozję szczelinową ani tam, gdzie wymagana jest szczelność, bo odcinki przerw mogą stać się drogą penetracji wody.
Przykład 3: Spoina z wymaganą kontrolą UT i klasą jakości
Zapis przy symbolu V z wypełnieniem: a = 10, β = 55°, b = 2, c = 1, WPS-033, UT, klasa B wg ISO 5817. Tutaj pojawia się pełen pakiet wymagań jakościowych.
Grubość obliczeniowa to 10 mm, kąt rozwarcia rowka 55°, szczelina czołowa 2 mm i próg 1 mm. Karta WPS-033 precyzuje parametry prądowe, a zapis klasa B oznacza najwyższy poziom akceptacji wg ISO 5817, gdzie dopuszczalne są jedynie minimalne defekty kosmetyczne. Kontrola ultradźwiękowa musi objąć 100% spoiny.
Takie oznaczenie spotyka się w zbiornikach ciśnieniowych, rurociągach pary wysokiego ciśnienia oraz elementach dźwigów i suwnic. Brak któregokolwiek z parametrów wymuszałby wieloznaczność i konieczność uzgadniania szczegółów na etapie produkcji, co opóźnia realizację.
Najczęstsze błędy w oznaczeniach spoin i jak ich uniknąć
Nawet doświadczeni konstruktorzy popełniają powtarzalne błędy, które kosztują zakłady spawalnicze czas i pieniądze. Świadomość tych pułapek to pierwszy krok do wyeliminowania ich z własnej praktyki.
Brak znaku lica przy spoinach czołowych pracujących w cyklach zmęczeniowych to grzech główny dokumentacji. Lico gładkie, oznaczane krzyżykiem w kółku, redukuje karb powierzchniowy i podnosi trwałość zmęczeniową nawet o 30% w stosunku do lica surowego. Pominięcie tego znaku kończy się tym, że spawacz wykonuje spoina jak wygodniej, a inżynier jakości odrzuca wyrób.
Mylenie spoiny pachwinowej z czołową zdarza się przy rzutach izometrycznych, gdzie brakuje wyraźnej krawędzi. Symbol trójkąta to nie to samo co V; różnica wynika z obciążenia i przygotowania złącza. Aby uniknąć pomyłek, warto dodawać przekrój pomocniczy w widoku pomocniczym, który jednoznacznie wskazuje geometrię.
Pomijanie numeru WPS przy spoinach odpowiedzialnych to kolejna bolesna praktyka. Karta WPS (Welding Procedure Specification) to dokument zatwierdzony przez jednostkę notyfikowaną, bez którego spawacz nie ma prawa wykonać spoiny. Wpis WPS-XXX w punkcie 8 oznaczenia łączy dokumentację rysunkową z technologią, eliminując domysły na hali.
Brak oznaczenia strony montażowej przy złożeniach wieloczęściowych prowadzi do tego, że spawacz spawa od strony najłatwiejszej, a nie przewidzianej przez konstruktora. Stronę montażową wskazuje się grotem strzałki: jeśli grot pada od góry, spoina ma być wykonana od góry. Pominięcie tej informacji skutkuje spoinami niedostępnymi do kontroli.
Stosowanie niewłaściwych norm w dokumentacji eksportowej, na przykład GOST zamiast PN-EN ISO, to błąd o poważnych konsekwencjach przy odbiorach międzynarodowych. Od 2010 roku kraje Unii Europejskiej wymagają oznaczeń wg ISO 2553 i ISO 9692. Starsze oznaczenia GOST czy DIN są dopuszczalne wyłącznie w dokumentacji archiwalnej lub na wyraźne życzenie klienta.
Checklista: jak poprawnie oznaczyć spoinę
Poniższa lista ośmiu kroków działa jak sito, przez które powinieneś przepuścić każdy szkic spoiny przed wysłaniem do produkcji. Wydrukuj ją i połóż przy biurku, a po miesiącu zobaczysz, ile błędów łapiesz zanim trafią na halę.
- Sprawdź normę: oznaczenie wg PN-EN ISO 2553, przygotowanie złącza wg PN-EN ISO 9692.
- Dobierz symbol: V, U, J (czołowa) albo Δ (pachwinowa), albo inny wg tabeli normy.
- Wskaż stronę: grot strzałki na krawędzi, symbol po właściwej stronie linii odniesienia.
- Podaj wymiary: a (grubość), l (długość), e (odstęp), opcjonalnie kąty rowka.
- Dodaj znak lica: krzyżyk w kółku, jeśli wymagana obróbka powierzchni.
- Zaznacz obwód: kółko na końcu linii, jeśli spoina biegnie po obwodzie zamkniętym.
- Przypisz WPS: numer karty technologicznej w punkcie 8, obok metody spawania.
- Określ kontrolę: VT, PT, MT, UT, RT wraz z klasą jakości wg ISO 5817.
Jeśli którykolwiek punkt pozostaje pusty bez świadomej decyzji, warto go dopisać albo wprost zaznaczyć brak wymagań. Dwuznaczność w rysunku zawsze obraca się przeciwko wykonawcy, który musi zgadywać intencje konstruktora.
Przy pierwszych próbach analizuj gotowe rysunki z normy ISO 2553. Rysunki wzorcowe pokazują poprawne rozmieszczenie symboli, wymiarów i znaków dodatkowych. Porównanie własnego szkicu z wzorcem wyłapie 90% błędów, zanim dokumentacja trafi do zatwierdzenia.
Cyfrowa rewizja: co zmienia się w 2026
Normy ISO przechodzą cykliczne rewizje, a ostatnie lata przyniosły korekty w zakresie cyfrowego zapisu symboli. Coraz więcej biur konstrukcyjnych przechodzi na modelowanie 3D z adnotacjami w formacie PMI (Product Manufacturing Information), gdzie symbole spoin stają się atrybutami elementu, a nie odrębnymi znakami na rysunku 2D.
Technologia MBD (Model-Based Definition) pozwala powiązać spoinę z konkretną krawędzią w modelu CAD, automatycznie generując kartę spawalniczą i przypisując WPS. Wymaga to jednak zgodności formatów między systemami CAD a oprogramowaniem WPS, co na razie wdraża się w branży automotive i lotniczej.
Mimo cyfryzacji, fizyczny rysunek 2D z oznaczeniami wg ISO 2553 pozostaje wymogiem w większości odbiorów instytucjonalnych. Inspektorzy i spawacze przyzwyczajeni do symboli graficznych traktują je jako język uniwersalny, którego pełna cyfrowa substytucja zajmie jeszcze kilka lat. W praktyce warto więc dziś opanować symbolikę klasyczną, a cyfrowe narzędzia traktować jako uzupełnienie, nie zamiennik.
Opanowanie symboli spoin na rysunku technicznym to inwestycja, która zwraca się przy pierwszym odbiorze bez reklamacji. Zacznij od dwóch najczęściej spotykanych typów: czołowej BW i pachwinowej FW. Przeczytaj kilka rysunków wykonawczych, odszukaj symbole, rozszyfruj punkt 8 i sprawdź, czy technologia z karty WPS zgadza się z wymaganiami. Po kilku takich ćwiczeniach język ISO 2553 stanie się tak naturalny, jak czytanie schematu elektrycznego.

